
 Send Inquiry
Send InquiryBlock Bottom Valve Bags
Price 15 INR/ Piece
MOQ : 1000 Pieces
Block Bottom Valve Bags Specification
- Product Type
- Block Bottom Valve Bags
- Material
- High-Density Polypropylene (HDPP)
- Bag Type
- Valve Type Bag
- Style
- Block Bottom
- Sealing & Handle
- Ultrasonic or Heat Sealed, Integrated Valve for Filling
- Surface Handling
- Laminated or Unlaminated, Custom Printing Available
- Industrial Use
- Cement, Chemical, Food, Seeds, Animal Feed
- String
- Optional Drawstring
- Print Type
- Flexographic or Rotogravure printing
- Technology
- Woven Sack Technology
- Size
- Customized as per requirement
- Width
- 350 mm to 600 mm Millimeter (mm)
- Length
- 450 mm to 1100 mm Millimeter (mm)
- Color
- White, Brown, or Custom
- Printing Options
- Up to 8 colors
- Packing Type
- Shrink packing or palletized
- Load Capacity
- 10 kg to 50 kg
- Moisture Resistance
- Yes, with optional internal liner for enhanced protection
- Bag Weight
- Depends on size and GSM, typically 65 GSM to 120 GSM
- Tear Resistance
- High
- Permeability
- Low air permeability for dust-free filling
- Application Temperature Range
- -20C to 60C
- Shelf Life
- Up to 12 months under standard conditions
- Valve Design
- Self-closing for efficient filling
- UV Protection
- Available on request
- Recyclability
- 100% recyclable PP material
Block Bottom Valve Bags Trade Information
- Minimum Order Quantity
- 1000 Pieces
- Supply Ability
- 50000 Pieces Per Day
- Delivery Time
- 1 Days
- Main Domestic Market
- Punjab, Himachal Pradesh, Madhya Pradesh, Rajasthan, Chhattisgarh, Uttarakhand, Haryana, Uttar Pradesh
About Block Bottom Valve Bags
With the support of advance technological advancements and advanced machinery, our company is involved in manufacturing and supplying Block Bottom Valve Bags . Perfect for industrial & commercial usage, they are used to pack different kinds of cement, chemicals and fertilizers. They are available in different colors, sizes, thickness and patterns. Light weight, wear and tear strength and excellent durability are some of the remarkable features of our Block Bottom Valve Bags. Moreover, we are providing these bags to our clients without any delay.
Product Details
|
Country of Origin |
Made In India |
|
Bag Size |
As Per Order |
|
Thickness |
As Per Order |
|
Brand |
Neelkanth Polysacks |
Moisture-Resistant Construction
Engineered with an advanced moisture barrier and internal liner as an option, Block Bottom Valve Bags keep contents safe even in humid conditions. This feature is essential for sensitive goods like cement or food grains. The durable HDPP material and secure sealing minimize risk of spoilage or contamination during transport and storage.
High Customization & Superior Strength
Select from a wide range of bag sizes, GSM (65120), and printing optionsup to 8 colorsensuring the bags meet your exact requirements. The combination of woven sack technology with high tear resistance and UV protection on request maximizes durability and product integrity. Handles and string closures are also available as per your operational needs.
Sustainability and Easy Handling
These valve-type bags are manufactured from fully recyclable HDPP, supporting eco-friendly business practices. Choose between shrink-pack or palletized packing for streamlined logistics. With shelf life reaching up to 12 months and compatibility with temperatures from -20C to 60C, these bags offer flexibility for various industrial supply chains.
FAQs of Block Bottom Valve Bags:
Q: How are Block Bottom Valve Bags filled and sealed?
A: Block Bottom Valve Bags feature a self-closing integrated valve designed for efficient and virtually dust-free filling. The bags can be sealed either with ultrasonic or heat sealing methods, depending on your operational preference and the application.Q: What types of products can be stored in these bags?
A: These bags are ideal for packing cement, chemicals, food products, seeds, and animal feed. Their moisture resistance, tear strength, and low air permeability ensure safe storage and transport of dry, granular, or powdered commodities.Q: What benefits do the optional internal liner and UV protection offer?
A: An internal liner provides extra protection against moisture penetration, making it suitable for highly sensitive products. UV protection, available on request, helps safeguard contents during extended outdoor storage by reducing material and product degradation from sunlight.Q: Can the bags be custom printed and sized?
A: Yes, Block Bottom Valve Bags can be custom manufactured in widths from 350 mm to 600 mm and lengths from 450 mm to 1100 mm. Advanced flexographic or rotogravure printing enables up to 8-color custom graphics, enhancing brand visibility and compliance with product labeling requirements.Q: Are these bags environmentally sustainable?
A: Manufactured from high-density polypropylene (HDPP), the bags are 100% recyclable. This eco-friendly feature helps distributors and manufacturers meet sustainability goals and reduce packaging waste in supply chains.Q: What is the shelf life and recommended storage for these bags?
A: When stored under standard conditions, Block Bottom Valve Bags offer a shelf life of up to 12 months, maintaining their structural integrity and protective features within an application temperature range of -20C to 60C.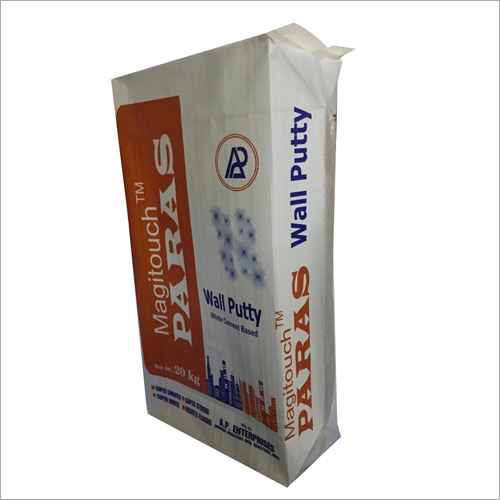
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Packaging Bags Category

HDPE Bags
Price 4 INR / Bag
Minimum Order Quantity : 2000 Bags
Product Type : HDPE Bags
Material : Other, High Density Polyethylene (HDPE)
Color : White, Custom Colors Available
Size : Customizable

HDPE Bag
Price 7 INR / Bag
Minimum Order Quantity : 1000 Bags
Product Type : HDPE Bag
Material : Other, High Density Polyethylene (HDPE)
Color : White (Standard), Custom Colors Available
Size : Customizable

Transparent Pp Bag
Price 125 INR / Kilograms
Minimum Order Quantity : 100 Kilograms
Product Type : Transparent Pp Bag
Material : Plastic
Color : Transparent
Size : Standard
Non Woven Shopping Bags
Price 15 INR / Piece
Minimum Order Quantity : 1000 Pieces
Product Type : Non Woven Shopping Bags
Material : Other, Non Woven
Color : White
Size : Standard
Address
India
- Plot No. - S-9, Harsha Compound Indl. Area, Site-2, U P S I D C Mohan Nagar, Near Loni Road,Ghaziabad - 201007, Uttar Pradesh, India
- Phone :08045802238
-
 Send Inquiry
Send Inquiry
- Mobile : +919911199404

 |
NEELKANTH POLYSACKS
All Rights Reserved.(Terms of Use) Developed and Managed by Infocom Network Private Limited. |
